

Many people frequently mention “Horizontal Powder Anodizing” in their daily lives, but what exactly does it mean? Is it a new technology? Literally, it encompasses both powder coating and anodizing. Does this mean it is a combination of these two technologies? This understanding is not entirely wrong; these two surface treatments can indeed be combined, but its specific meaning depends heavily on the context.
1. How should we understand the term “Horizontal Powder Anodizing”?
Let’s break it down first:
- Horizontal (Layout): This refers to how aluminum profiles are positioned and conveyed on the production line. In a horizontal layout, long aluminum profiles are suspended horizontally or laid flat as they pass through chemical treatment tanks or spraying booths. The opposite production method is known as “vertical.”
- Powder Coating: An electrostatic spraying process. Dry resin powder is sprayed onto the metal surface using a spray gun, which is then melted and cured in a high-temperature oven to form a highly decorative and durable organic protective layer.
- Anodizing: An electrochemical process. The aluminum is immersed in an acidic electrolyte and electrified, allowing a dense, hard aluminum oxide ceramic protective film to grow from the “inside out.”
Because powder coating and anodizing are two completely different physical and chemical processes, they cannot occur simultaneously as a single action.

Comparing Anodizing and Powder Coating processes: two unique solutions to protect and enhance your industrial aluminum profiles.
2. The term generally has two meanings in the industry
Meaning 1: A general term for a factory’s production line capabilities (This is how we at SH-EXTRUSION refer to it)
In most cases, “Horizontal Powder Anodizing” does not refer to a mysterious new technology, but rather a general statement used by factories to describe their surface treatment capabilities—meaning the facility is equipped with both horizontal anodizing lines and powder coating lines.
Taking our SH-EXTRUSION factory as an example, these two surface treatments are our most commonly used:
- The anodizing line adopts a horizontal layout: Horizontally placed profiles are immersed in rows of long tanks to complete oxidation, coloring, and sealing sequentially.
- The powder coating line adopts a vertical layout: Profiles are suspended vertically and pass through the electrostatic powder spraying booth and curing oven in sequence. This vertical configuration is highly flexible and ideal for orders that require frequent color changes, short dimensions, or complex cross-sectional shapes.
Therefore, when we at SH-EXTRUSION mention “Horizontal Powder Anodizing” in our daily operations, we are referring to the combined capabilities of these two lines—horizontal anodizing and vertical powder coating, each excelling in its own right.
Meaning 2: A true composite process (Flash Anodizing + Powder Coating)
In other contexts, this term is used to describe a high-performance composite surface treatment solution.
For high-end architectural curtain wall projects built in harsh climates—such as high-salt coastal areas like Dubai, Abu Dhabi, and Doha, or heavily polluted industrial zones—manufacturers must meet extremely strict anti-corrosion standards. In such cases, a special approach is utilized:
- Pre-treatment (Flash Anodizing): A very thin, unsealed anodic film is deliberately generated on the aluminum surface, typically controlled at a thickness of 3 to 8 microns.
- Powder Coating: Organic powder is then sprayed directly onto the surface. The unsealed honeycomb-like micro-pores have exceptionally strong gripping power, forming a perfect mechanical interlock with the powder coating to ensure no peeling for over a decade.
Since this entire high-performance pre-treatment and spraying process is usually completed seamlessly on a horizontal production line, this composite process is sometimes simply referred to by the industry as “Horizontal Powder Anodizing.”
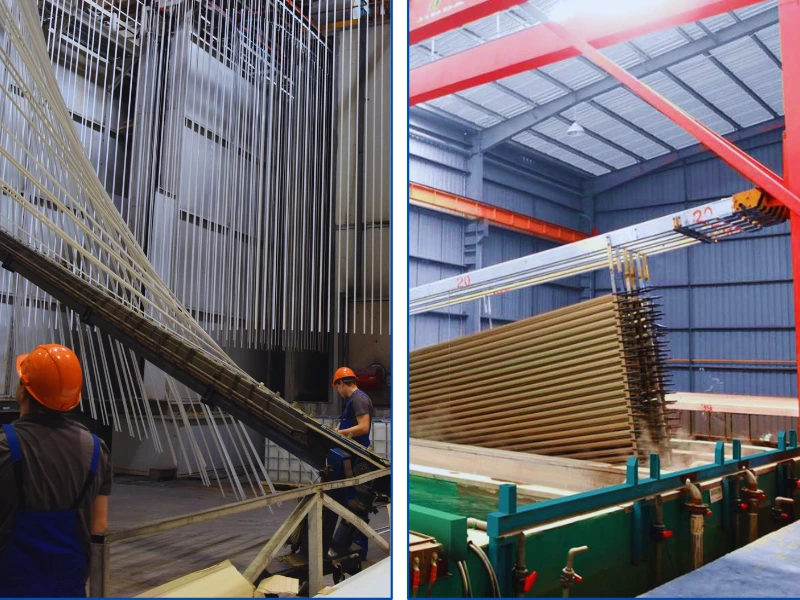
A powerful collage capturing the scale and process of an industrial aluminum surface treatment line.
3. What are the advantages of combining anodizing and powder coating?
Superimposing anodizing and powder coating is not merely applying one layer over another; it allows the strengths of both processes to complement each other, creating a more comprehensive surface solution.
- The anodic film acts as an anchor, changing adhesion from “sticking” to “locking”:
After anodizing, a micro-porous oxide film forms on the aluminum surface. During the subsequent powder coating process, the melted powder flows directly into these micro-pores. Once cured, it acts like countless microscopic resin nails embedded into the substrate, creating a physical anchoring effect. This is entirely different from spraying powder directly onto bare, smooth aluminum—one is merely attached, while the other is locked in. The adhesion is on a completely different level. - The choices of color and texture are dramatically expanded:
The color range of anodizing is naturally limited, typically offering only a few shades like silver, bronze, and champagne. Once layered with a powder coating, color matching is virtually limitless; metallic paints, wood grains, sand textures, and transparent or semi-transparent finishes can all be achieved. Moreover, because the anodic film serves as a base, the surface is highly even. Once the powder levels out, the color is more uniform and full, preventing color discrepancies caused by inconsistent substrate roughness. Simply put, the inherent metallic texture remains, but the visual possibilities are fully unlocked. - Two layers of protection divide the work, functioning independently:
The underlying anodic film features high hardness and strong chemical inertia, suppressing substrate corrosion at its root. The outer powder coating is flexible and dense, responsible for resisting UV rays, acid-base solutions, and daily scratches. Crucially, even if the outer powder coating begins to age after years of exposure to the elements, the inner anodic film remains intact, preventing a single scratch from causing corrosion to spread. The benefit of this structure is that the two protective layers do not rely on each other; the failure of one layer will not drag down the other. For products used in curtain walls, marine hardware, or coastal environments, the actual lifespan is significantly longer than that of a single process. - The process also saves redundant investment in pre-treatment:
Aluminum coming off the anodizing line is clean, flat, and already features a stable oxide layer. It can proceed directly to the powder coating line without the need for additional sandblasting, acid washing, or priming. Skipping these steps not only saves time but also prevents coating defects caused by uneven pre-treatment. Additionally, the micro-porous surface of the anodic film ensures a higher powder transfer efficiency during electrostatic spraying, providing more reliable coverage on edges and grooves, which naturally reduces the rework rate.
4. Can powder coating and anodizing be done at the same time?
We need to clarify here: if you are merely creating a very thin, unsealed anodic film as an anchor base—what we referred to earlier as flash anodizing—that is a viable pre-treatment modification. However, if you want to create a complete, high-hardness anodic film and then overlay it with powder coating, the situation is completely different.
Strictly speaking, powder coating and anodizing cannot be completed “simultaneously” on the same line or in the same process. This is because the underlying logic of the two processes conflicts: anodizing requires the aluminum surface to be exposed to the electrolyte and subjected to an electrical current, whereas powder coating essentially covers the entire surface with an insulating plastic powder. Once the aluminum is fully covered by powder, the current cannot pass through, and the oxidation reaction stops completely.
Therefore, the idea of doing them “simultaneously” is fundamentally invalid.
Can we do one first and then the other?
Theoretically, yes, but in reality, almost no one does this because the sequence determines success or failure.
Doing powder coating first and then anodizing is completely unworkable. The powder coating is a high-molecular organic compound; if submerged in a sulfuric acid electrolyte, it would be corroded and destroyed. The coating would be ruined before anodizing even begins.
Conversely, doing anodizing first followed by powder coating is technically possible, but it comes with many pitfalls. The anodic film itself is insulating, meaning that during electrostatic spraying, the powder particles are less likely to adhere evenly, significantly reducing the transfer efficiency. The bigger problem arises later: curing oven temperatures are typically between 180 and 200°C. The anodic film and the powder coating have different coefficients of thermal expansion. During the baking process, the coating is prone to blistering, peeling, or even developing micro-cracks. To avoid these issues, the requirements for controlling process parameters are extremely high, which ordinary production lines simply cannot handle.
So why are there “anodizing + powder coating” products on the market?
This combination is only seriously considered in a very few specialized scenarios, such as highly corrosive marine environments or for specific parts that require localized conductivity. Moreover, even when done, they are not typically superimposed over the entire surface simultaneously. Instead, through precise masking, certain areas are anodized while others are powder-coated, each occupying its own territory. However, this approach requires extremely high precision in masking tooling, making yield control difficult and causing costs to skyrocket.
How to choose in conventional situations?
Most of the time, choosing one or the other is completely sufficient. Forcing a superimposition not only doubles the cost but also offers no substantial improvement in performance; instead, it may introduce new hidden dangers due to thermal stress mismatches between the two materials.
If there is an absolute need to balance high hardness and strong weather resistance, a more common alternative in the industry is to apply electrophoretic coating (E-coating) after anodizing, or to opt directly for micro-arc oxidation (MAO), rather than forcing a layered powder coating.
“Horizontal Powder Anodizing” is not a single new technology, but rather a factory term that needs to be understood in context. In most cases, it refers to production line configuration capabilities, while in a few high-demand projects, it corresponds to a true composite process. Once you understand this distinction, you won’t be confused by the literal meaning of the term anymore.