كثيرًا ما يُذكر مصطلح "الأكسدة المسحوقية الأفقية" في الحياة اليومية، ولكن ما معناه تحديدًا؟ هل هو تقنية جديدة؟ في الواقع، يشمل المصطلح كلاً من الطلاء المسحوقي والأكسدة. فهل يعني ذلك أنه مزيج من هاتين التقنيتين؟ هذا الفهم ليس خاطئًا تمامًا؛ إذ يمكن بالفعل الجمع بين هاتين المعالجتين السطحيتين، ولكن معناهما الدقيق يعتمد بشكل كبير على السياق.
1. كيف ينبغي لنا أن نفهم مصطلح "الأكسدة المسحوقية الأفقية"؟
لنقم بتحليلها أولاً:
- التخطيط الأفقي: يشير هذا إلى كيفية وضع ونقل قطاعات الألمنيوم على خط الإنتاج. في التخطيط الأفقي، تُعلق قطاعات الألمنيوم الطويلة أفقيًا أو تُفرد بشكل مسطح أثناء مرورها عبر خزانات المعالجة الكيميائية أو كبائن الرش. أما طريقة الإنتاج المعاكسة فتُعرف باسم "التخطيط الرأسي".
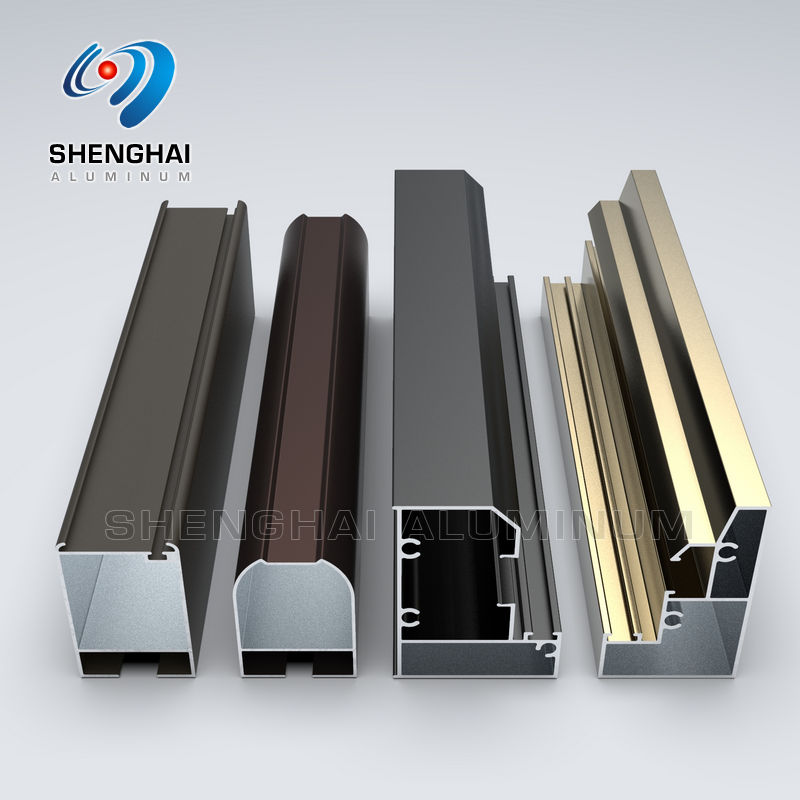
- طلاء مسحوقي: عملية رش كهرساكنة. يتم رش مسحوق الراتنج الجاف على سطح المعدن باستخدام مسدس رش، ثم يتم صهره ومعالجته في فرن ذي درجة حرارة عالية لتشكيل طبقة واقية عضوية متينة وذات مظهر زخرفي للغاية.
- الأكسدة الأنودية: عملية كهروكيميائية. يتم غمر الألومنيوم في محلول إلكتروليتي حمضي ويتم شحنه كهربائياً، مما يسمح بنمو طبقة واقية كثيفة وصلبة من أكسيد الألومنيوم الخزفي من "الداخل إلى الخارج".
لأن الطلاء بالمسحوق والأنودة عمليتان فيزيائيتان وكيميائيتان مختلفتان تمامًا، فلا يمكن أن تحدثا في وقت واحد كعملية واحدة.

مقارنة عمليات الأنودة والطلاء بالمسحوق: حلان فريدان لحماية وتحسين قطاعات الألمنيوم الصناعية الخاصة بك.
2. للمصطلح عموماً معنيان في هذا المجال
المعنى 1: مصطلح عام يشير إلى قدرات خط إنتاج المصنع (هذه هي الطريقة التي نشير بها إليه في SH-EXTRUSION)
في معظم الحالات، لا يشير مصطلح "الأنودة المسحوقية الأفقية" إلى تقنية جديدة غامضة، بل هو بالأحرى بيان عام تستخدمه المصانع لوصف قدراتها في معالجة الأسطح - مما يعني أن المنشأة مجهزة بخطوط أنودة أفقية وخطوط طلاء مسحوقي.
على سبيل المثال، إذا أخذنا مصنع SH-EXTRUSION الخاص بنا، فإن معالجتي السطح هاتين هما الأكثر استخدامًا لدينا:
- يعتمد خط الأنودة على تصميم أفقي: يتم غمر المقاطع الموضوعة أفقياً في صفوف من الخزانات الطويلة لإكمال الأكسدة والتلوين والإغلاق بالتتابع.
- يعتمد خط طلاء المسحوق على تصميم رأسي: تُعلّق المقاطع بشكل عمودي وتمر عبر كابينة رش المسحوق الكهروستاتيكي وفرن المعالجة بالتتابع. يتميز هذا التكوين العمودي بمرونة عالية، وهو مثالي للطلبات التي تتطلب تغييرات متكررة في الألوان، أو أبعادًا صغيرة، أو أشكالًا مقطعية معقدة.
لذلك، عندما نذكر في SH-EXTRUSION "الأكسدة المسحوقية الأفقية" في عملياتنا اليومية، فإننا نشير إلى القدرات المشتركة لهذين الخطين - الأكسدة الأفقية والطلاء المسحوقي العمودي، حيث يتفوق كل منهما في مجاله الخاص.
المعنى الثاني: عملية مركبة حقيقية (الأكسدة السريعة + الطلاء بالمسحوق)
في سياقات أخرى، يُستخدم هذا المصطلح لوصف حل معالجة الأسطح المركبة عالي الأداء.
بالنسبة لمشاريع الجدران الستائرية المعمارية الراقية التي تُبنى في مناخات قاسية، مثل المناطق الساحلية ذات الملوحة العالية كدبي وأبوظبي والدوحة، أو المناطق الصناعية شديدة التلوث، يجب على المصنّعين الالتزام بمعايير صارمة للغاية لمقاومة التآكل. في مثل هذه الحالات، يُستخدم نهج خاص:
- المعالجة المسبقة (الأكسدة السريعة): يتم توليد طبقة أنودية رقيقة جدًا وغير محكمة الإغلاق عمدًا على سطح الألومنيوم، ويتم التحكم فيها عادةً بسمك يتراوح من 3 إلى 8 ميكرون.
- الطلاء المسحوقي: يُرش مسحوق عضوي مباشرةً على السطح. تتميز المسامات الدقيقة غير المغلقة الشبيهة بخلايا النحل بقوة تماسك استثنائية، مما يُشكل تشابكًا ميكانيكيًا مثاليًا مع الطلاء المسحوقي لضمان عدم تقشره لأكثر من عقد من الزمان.
بما أن عملية المعالجة المسبقة والرش عالية الأداء هذه تتم عادةً بسلاسة على خط إنتاج أفقي، فإن هذه العملية المركبة يشار إليها أحيانًا ببساطة في الصناعة باسم "الأنودة المسحوقية الأفقية".
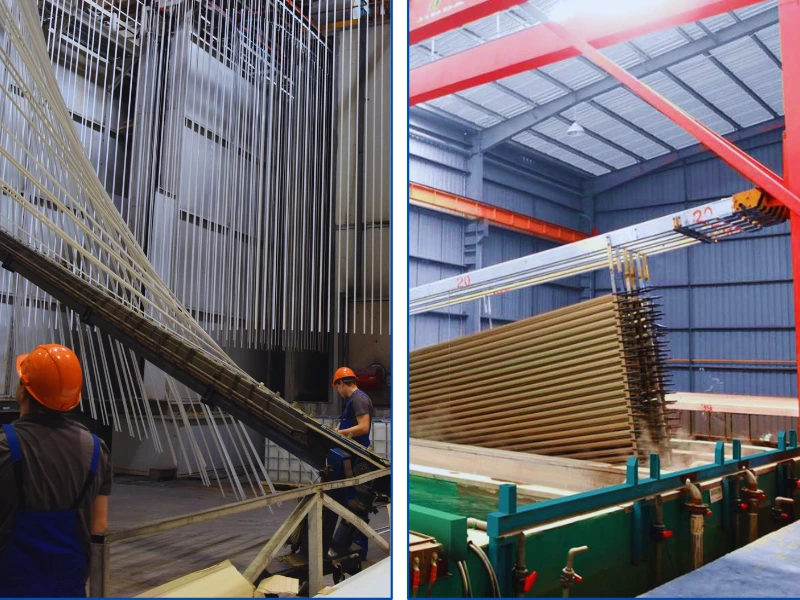
صورة مركبة قوية تجسد حجم وعملية خط معالجة سطح الألمنيوم الصناعي.
3. ما هي مزايا الجمع بين الأنودة والطلاء بالمسحوق؟
إن الجمع بين عملية الأنودة والطلاء بالمسحوق ليس مجرد وضع طبقة فوق أخرى؛ بل يسمح لنقاط قوة كلتا العمليتين بتكملة بعضها البعض، مما يخلق حلاً أكثر شمولاً للسطح.
- تعمل طبقة الأنود كمرساة، محولةً الالتصاق من "التصاق" إلى "تثبيت":
بعد عملية الأنودة، تتشكل طبقة أكسيد دقيقة المسام على سطح الألومنيوم. خلال عملية الطلاء بالمسحوق اللاحقة، يتدفق المسحوق المنصهر مباشرةً إلى هذه المسام الدقيقة. وبمجرد تصلبه، يعمل كعدد لا يحصى من المسامير الراتنجية المجهرية المغروسة في الركيزة، مما يخلق تأثير تثبيت مادي. يختلف هذا تمامًا عن رش المسحوق مباشرةً على الألومنيوم الأملس غير المطلي - فالأولى تلتصق فقط، بينما الثانية تُثبّت. الالتصاق هنا على مستوى مختلف تمامًا. - تتوسع خيارات الألوان والقوام بشكل كبير:
نطاق ألوان الأنودة محدود بطبيعته، إذ يقتصر عادةً على بضع درجات لونية كالفضي والبرونزي والشمبانيا. أما بعد طلاء السطح بطبقة من الطلاء البودرة، يصبح تطابق الألوان شبه لا محدود؛ إذ يُمكن الحصول على ألوان معدنية، وحبيبات خشبية، وقوام رملي، وتشطيبات شفافة أو شبه شفافة. علاوة على ذلك، ولأن طبقة الأنودة تُشكل قاعدة، يصبح السطح شديد التجانس. وبمجرد تسوية طبقة البودرة، يصبح اللون أكثر تجانسًا وعمقًا، مما يمنع تباينات الألوان الناتجة عن عدم انتظام خشونة السطح. باختصار، يبقى الملمس المعدني الأصلي، لكن الإمكانيات البصرية تُفتح بالكامل. - يقسم طبقتان من الحماية العمل، ويعملان بشكل مستقل:
تتميز الطبقة الأنودية الأساسية بصلابة عالية وخمول كيميائي قوي، مما يمنع تآكل الركيزة من جذوره. أما طبقة الطلاء المسحوقي الخارجية فهي مرنة وكثيفة، مما يجعلها مقاومة للأشعة فوق البنفسجية والمحاليل الحمضية والقاعدية والخدوش اليومية. والأهم من ذلك، أنه حتى لو بدأت طبقة الطلاء المسحوقي الخارجية بالتقادم بعد سنوات من التعرض للعوامل الجوية، فإن الطبقة الأنودية الداخلية تظل سليمة، مانعةً أي خدش من التسبب في انتشار التآكل. وتكمن فائدة هذا التركيب في أن الطبقتين الواقيتين لا تعتمدان على بعضهما البعض؛ ففشل إحداهما لا يؤثر على الأخرى. بالنسبة للمنتجات المستخدمة في الجدران الستائرية أو المعدات البحرية أو البيئات الساحلية، فإن العمر الافتراضي الفعلي أطول بكثير من عمر عملية واحدة. - كما توفر هذه العملية استثمارات زائدة في المعالجة المسبقة:
يتميز الألمنيوم الخارج من خط الأنودة بنظافته وسطحه المستوي وطبقة الأكسيد المستقرة التي تغطيه. وبذلك، يمكن نقله مباشرةً إلى خط طلاء المسحوق دون الحاجة إلى عمليات إضافية كالصنفرة أو الغسل الحمضي أو التجهيز. إن تخطي هذه الخطوات لا يوفر الوقت فحسب، بل يمنع أيضًا عيوب الطلاء الناتجة عن المعالجة المسبقة غير المتساوية. إضافةً إلى ذلك، يضمن السطح ذو المسام الدقيقة لطبقة الأنودة كفاءة أعلى في نقل المسحوق أثناء الرش الكهروستاتيكي، مما يوفر تغطية أكثر موثوقية للحواف والأخاديد، وبالتالي يقلل من معدل إعادة العمل.
4. هل يمكن إجراء عملية الطلاء بالمسحوق وعملية الأنودة في نفس الوقت؟
يجب توضيح هذه النقطة: إذا كنتَ تُنشئ طبقة أنودية رقيقة جدًا وغير مُغلّفة كقاعدة أساسية - وهو ما أشرنا إليه سابقًا باسم الأنودة السريعة - فهذا تعديل مُناسب للمعالجة المُسبقة. أما إذا كنتَ ترغب في إنشاء طبقة أنودية كاملة وعالية الصلابة ثم تغطيتها بطبقة من الطلاء المسحوق، فالوضع مُختلف تمامًا.
من الناحية الفنية، لا يمكن إتمام عملية الطلاء بالبودرة وعملية الأنودة "في آن واحد" على نفس خط الإنتاج أو في نفس العملية. ويعود ذلك إلى تعارض المنطق الأساسي للعمليتين: تتطلب الأنودة تعريض سطح الألومنيوم للإلكتروليت وتيار كهربائي، بينما يغطي الطلاء بالبودرة السطح بالكامل بمسحوق بلاستيكي عازل. وبمجرد تغطية الألومنيوم بالكامل بالمسحوق، يتوقف مرور التيار، وبالتالي يتوقف تفاعل الأكسدة تمامًا.
لذلك، فإن فكرة القيام بهما "في وقت واحد" غير صحيحة بشكل أساسي.
هل يمكننا القيام بأحدهما أولاً ثم الآخر؟
نظرياً، نعم، ولكن في الواقع، لا أحد تقريباً يفعل ذلك لأن التسلسل هو الذي يحدد النجاح أو الفشل.
إنّ طلاء المسحوق أولاً ثمّ عملية الأنودة غير عملي على الإطلاق. فمسحوق الطلاء عبارة عن مركب عضوي ذو وزن جزيئي عالٍ؛ وإذا غُمر في محلول إلكتروليتي من حمض الكبريتيك، فسيتآكل ويتلف. بل سيتلف الطلاء قبل بدء عملية الأنودة أصلاً.
على النقيض، يُعدّ إجراء عملية الأنودة أولاً ثم الطلاء بالبودرة ممكناً من الناحية التقنية، ولكنه ينطوي على العديد من المخاطر. فالطبقة الأنودية نفسها عازلة، مما يعني أنه أثناء الرش الكهروستاتيكي، تقل احتمالية التصاق جزيئات البودرة بشكل متساوٍ، مما يقلل بشكل كبير من كفاءة النقل. وتظهر المشكلة الأكبر لاحقاً: إذ تتراوح درجات حرارة أفران المعالجة عادةً بين 180 و200 درجة مئوية. وتختلف معاملات التمدد الحراري للطبقة الأنودية عن تلك الخاصة بالطلاء بالبودرة. وخلال عملية الخبز، يكون الطلاء عرضةً للتقشر أو التشقق أو حتى ظهور تشققات دقيقة. ولتجنب هذه المشكلات، تكون متطلبات التحكم في معايير العملية عالية للغاية، وهو ما لا تستطيع خطوط الإنتاج العادية تحقيقه.
فلماذا توجد منتجات "الأنودة + الطلاء بالمسحوق" في السوق؟
لا يُنظر في هذا المزيج بجدية إلا في حالات متخصصة قليلة جدًا، مثل البيئات البحرية شديدة التآكل أو لأجزاء محددة تتطلب توصيلًا موضعيًا. علاوة على ذلك، حتى عند تطبيقه، لا يُطبّق عادةً على كامل السطح في آنٍ واحد. بدلًا من ذلك، ومن خلال التغطية الدقيقة، تُؤكسد مناطق معينة بينما تُطلى مناطق أخرى بالمسحوق، بحيث تشغل كل منطقة حيزها الخاص. مع ذلك، يتطلب هذا النهج دقة فائقة في أدوات التغطية، مما يُصعّب التحكم في الإنتاجية ويرفع التكاليف بشكل كبير.
كيف نختار في المواقف التقليدية؟
في أغلب الأحيان، يكون اختيار أحدهما كافياً تماماً. إن فرض التراكب لا يضاعف التكلفة فحسب، بل لا يُحسّن الأداء بشكل ملحوظ؛ بل قد يُؤدي إلى مخاطر خفية جديدة نتيجةً لاختلافات الإجهاد الحراري بين المادتين.
إذا كانت هناك حاجة مطلقة لتحقيق التوازن بين الصلابة العالية ومقاومة الطقس القوية، فإن البديل الأكثر شيوعًا في الصناعة هو تطبيق الطلاء الكهربائي (الطلاء الكهربائي) بعد الأنودة، أو اختيار الأكسدة بالقوس الدقيق (MAO) مباشرة، بدلاً من فرض طلاء مسحوق متعدد الطبقات.
إنّ "الأكسدة المسحوقية الأفقية" ليست تقنية جديدة بحد ذاتها، بل هي مصطلح مصنعي يجب فهمه في سياقه. في معظم الحالات، يشير المصطلح إلى إمكانيات تهيئة خطوط الإنتاج، بينما في بعض المشاريع ذات الطلب العالي، يُشير إلى عملية مركبة حقيقية. بمجرد فهم هذا التمييز، لن يختلط عليك المعنى الحرفي للمصطلح بعد الآن.